全國咨詢熱線:
全國咨詢熱線:

聯系人:倪經理
手 機:138-1298-8584
電 話:0512-58517858
地 址:江蘇省張家港市楊錦公路301號
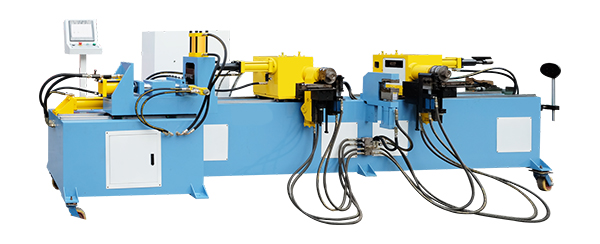
立式彎管機在航空技術上能否多管一模制?
立式彎管機所謂多管一模,就是同一直徑規格的管子應盡量采用同一種彎曲半徑。就是使用同一套模具彎制不同形狀的管形。一根管子上采用同一個彎曲半徑(即一管一模)和同規格管子的彎曲半徑標準化(多管一模),這是當前國外導管設計造型的特點和總的趨勢,是機械化和自動化代替手工勞動的必然結果,也是設計適應先進的加工工藝和先進的加工工藝促進設計的兩者的結合。才能有利于最大限度地壓縮專用工藝設備,減少彎模的制造量,從而降低生產成本。在一般情況下,同一直徑規格的管子只采用一種彎曲半徑不一定能夠滿足實際位置的裝配需要。
論其導管的數量之多、形狀之復雜、排列之密集,斯貝發動機遠遠地超過了目前國內生產的所有機種,但它卻較好地解決了導管彎曲半徑標準化的問題。這對現代飛機及其發動機不斷改型和更新以及多機種同時生產的實際情況確實帶來了極大的好處。由于導管彎曲半徑標準化所帶來的減少模具制造量和降低生產成本的利益,大大超過了添置設備所需的投資,而且任何一個新機種的各種導管,都能夠快速靈活地生產出來,大大縮短生產準備周期,加速試制進度。
因此,導管的標準化,即管形的規格化和導管彎曲半徑標準化是當前采用數控彎管急待解決的問題。必須從導管的設計造型入手,適應矢量數控彎管的特點,才能使我國彎管技術有一個較大的突破。它除了個別導管因為發動機結構的特殊需要外,90%以上的導管采用了一根管子一個彎曲半徑,而同直徑規格的管子又只采用了2~4種彎曲半徑。以直徑6.35毫米、彎曲半徑為19.05毫米的導管為例,它共有50多種零件號,卻只用了一套彎曲模塊。整個斯貝發動機的導管,僅僅用了20余套彎曲模塊,70%以上的管子在數控立式彎管機上彎曲。這是國內當前生產的任何一個機種所無法比擬的。